

1. Skop
Spesifikasi termasuk Diameter Biasa NPS 10~NPS48, Kelas Tekanan Normal (150LB~300LB) bebibir tiga injap pengedap logam sipi.
2. Penerangan Produk
2.1 Keperluan teknikal
2.1.1 Piawaian Reka Bentuk dan Pembuatan:API 609
2.1.2 Standard sambungan hujung ke hujung:ASME B16.5
2.1.3 Standard dimensi bersemuka:API609
2.1.4 Piawaian gred tekanan-suhu:ASME B16.34
2.1.5 Pemeriksaan dan ujian (termasuk ujian hidraulik): API 598
2.2 Umum Produk
Injap rama-rama eksentrik triple dengan pengedap logam berganda adalah salah satu produk utama BVMC, dan digunakan secara meluas dalam metalurgi, industri ringan, kuasa elektrik, petrokimia, saluran gas dan bidang lain.
3. Ciri dan Aplikasi
Strukturnya adalah triple sipi dan duduk logam.Ia mempunyai prestasi pengedap yang baik di bawah keadaan suhu bilik dan/atau suhu tinggi.Isipadu yang lebih kecil, berat yang lebih ringan, membuka dan menutup secara fleksibel dan hayat kerja yang lebih lama adalah kelebihannya yang jelas berbanding dengan injap pintu atau injap glob.Ia digunakan secara meluas dalam metalurgi, industri ringan, kuasa elektrik, petrokimia, saluran gas arang batu dan bidang lain, penggunaan keselamatan yang boleh dipercayai, injap adalah pilihan optimum perusahaan moden.
4. Struktur
4.1 Injap rama-rama pengedap logam sipi tiga seperti yang ditunjukkan dalam Lakaran 1
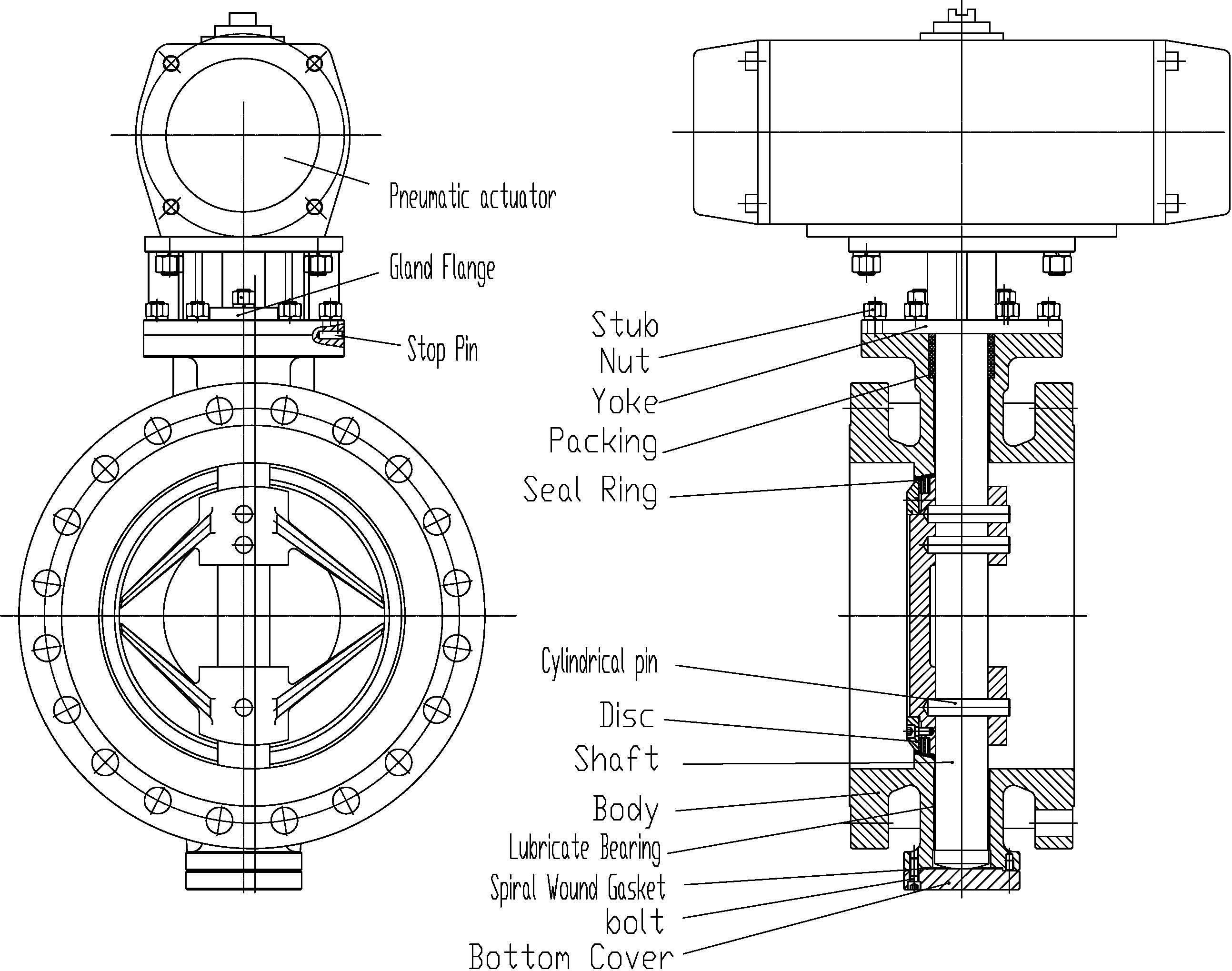
Rajah 1 Injap rama-rama pengedap logam eksentrik tiga kali ganda
5. Prinsip pengedap:
Rajah 2 Injap rama-rama pengedap logam eksentrik tiga kali ganda ialah produk BVMC tipikal, seperti yang ditunjukkan dalam lakaran 2.
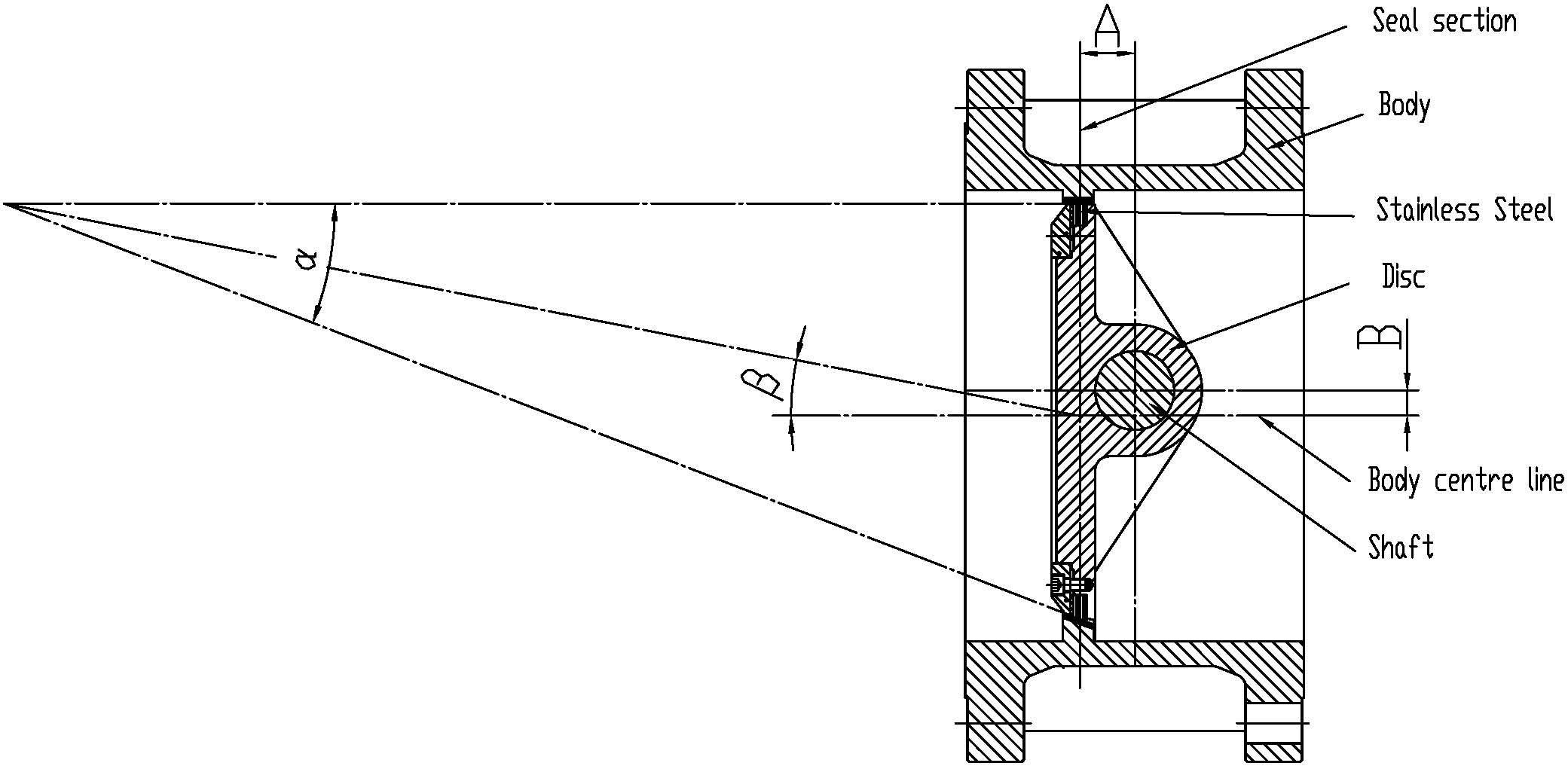
(a) Ciri-ciri Struktur: Pusat putaran plat rama-rama (iaitu pusat injap) adalah untuk membentuk pincang A dengan permukaan pengedap plat rama-rama, dan pincang B dengan garis tengah badan injap.Dan Sudut β diwujudkan di antara garis tengah muka meterai dan badan tempat duduk (iaitu, garis paksi badan)
(b) Prinsip pengedap: Berdasarkan injap rama-rama sipi berkembar, injap rama-rama sipi tiga kali ganda menghasilkan Sudutβ antara garis tengah tempat duduk dan badan.Kesan pincang adalah seperti yang ditunjukkan dalam rajah 3 keratan rentas.Apabila injap rama-rama pengedap triple sipi berada dalam kedudukan terbuka sepenuhnya, permukaan pengedap plat rama-rama akan diasingkan sepenuhnya daripada permukaan pengedap tempat duduk injap.Dan akan membentuk kelegaan γantara muka pengedap plat rama-rama dan permukaan pengedap badan sama seperti injap rama-rama eksentrik berganda.Seperti yang ditunjukkan dalam rajah 4, disebabkan pembentukan sudut β, sudutβ1dan β2 akan terbentuk di antara garis tangen trek putaran cakera dan permukaan pengedap kerusi injap.Apabila membuka dan menutup cakera, permukaan pengedap plat rama-rama akan beransur-ansur terpisah dan padat, dan kemudian menghapuskan sepenuhnya haus mekanikal dan lelasan.Apabila membuka injap, permukaan pengedap cakera akan terpisah serta-merta daripada tempat duduk injap.Dan hanya pada saat tertutup sepenuhnya, cakera akan padat ke tempat duduk.Seperti yang ditunjukkan dalam rajah 4, disebabkan oleh pembentukan sudut β1dan β2, apabila injap rama-rama ditutup, tekanan meterai dihasilkan oleh penjanaan tork pemacu aci injap bukan fleksibiliti kerusi injap rama-rama.Ia bukan sahaja boleh menghapuskan kemungkinan pengurangan kesan pengedap dan kegagalan yang disebabkan oleh penuaan bahan tempat duduk, aliran sejuk, faktor ketidaksahihan elastik, dan boleh diselaraskan secara bebas melalui tork pemacu, supaya prestasi pengedap injap rama-rama eksentrik tiga kali ganda dan hayat kerja akan menjadi sangat baik. bertambah baik.
Rajah 2 Injap rama-rama bermeterai logam dua hala sipi tiga
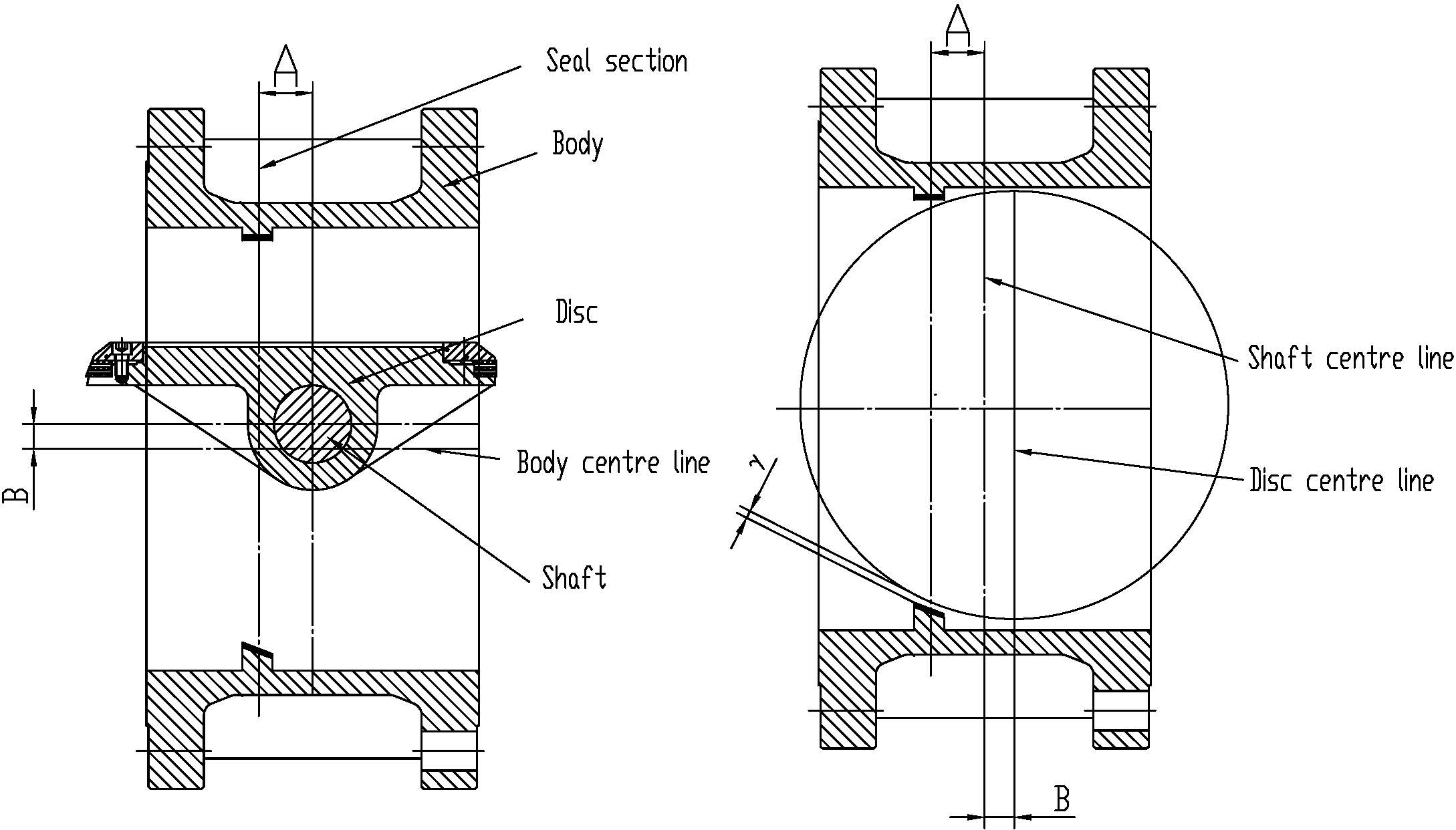
Rajah 3 Diagram bagi injap rama-rama pengedap logam berganda sipi tiga pada keadaan terbuka
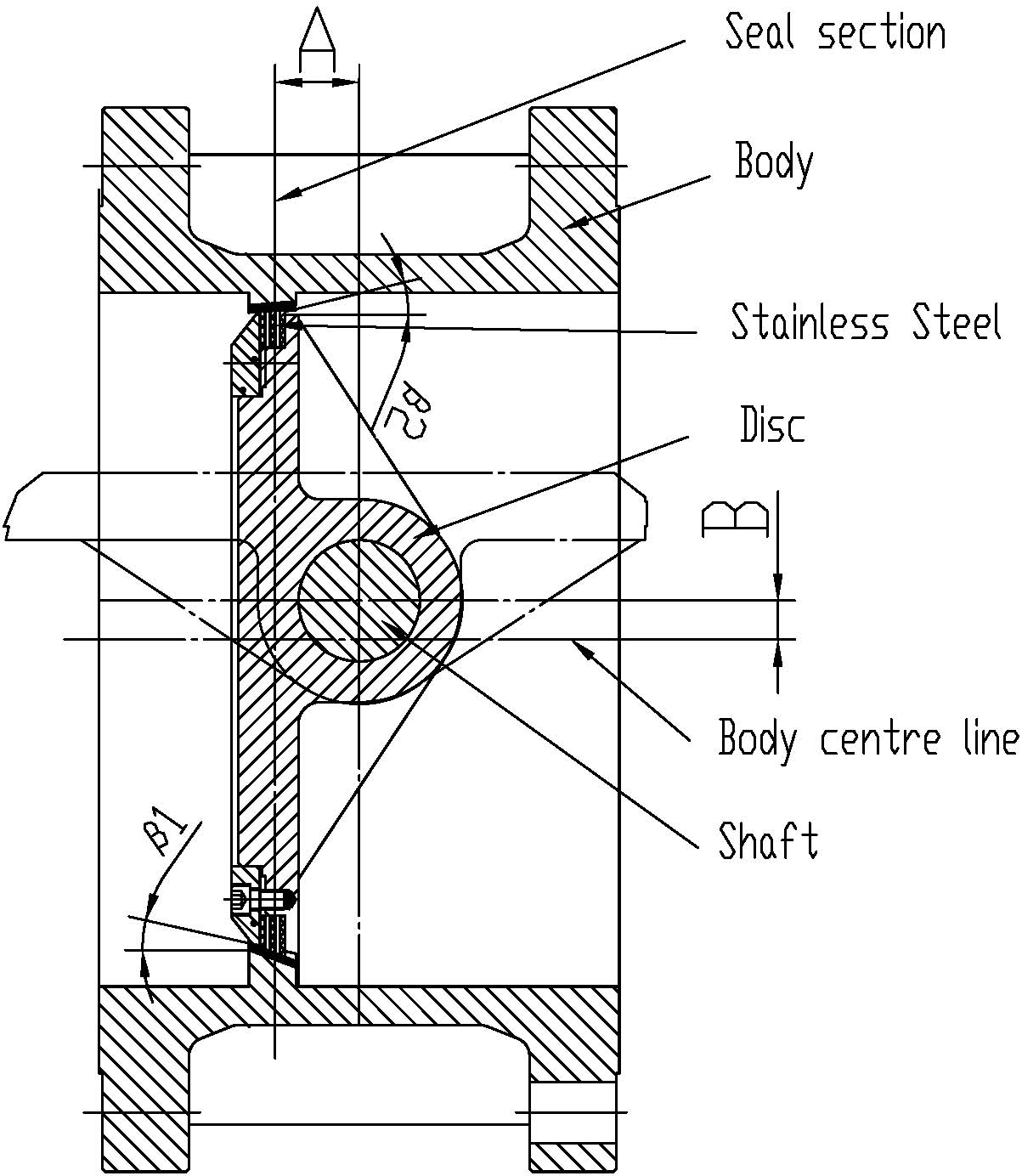
Rajah 4 Diagram bagi injap rama-rama pengedap logam berganda sipi tiga pada keadaan rapat
6.1 Pemasangan
6.1.1 Memeriksa dengan teliti kandungan papan nama injap sebelum memasang, pastikan jenis, saiz, bahan tempat duduk dan suhu injap akan mengikut perkhidmatan saluran paip.
6.1.2 Periksa sebaik-baiknya semua bolt dalam sambungan sebelum pemasangan, pastikan ia mengetatkan sama rata.Dan memeriksa sama ada pemampatan dan pengedap pembungkusan.
6.1.3 Injap periksa dengan tanda aliran, seperti menunjukkan arah aliran,
Dan memasang injap hendaklah mengikut peruntukan aliran.
6.1.4 Saluran paip hendaklah dibersihkan dan dibuang minyaknya, sanga kimpalan dan kekotoran lain sebelum dipasang.
6.1.5 Injap hendaklah dikeluarkan perlahan-lahan, melarang lontaran dan jatuhnya.
6.1.6 Kita harus menanggalkan penutup habuk di hujung injap semasa memasang injap.
6.1.7 Apabila memasang injap, ketebalan untuk gasket bebibir adalah lebih daripada 2 mm dan kekerasan pantai adalah lebih daripada 70 PTFE atau gasket penggulungan, bebibir bolt penyambung hendaklah diketatkan secara menyerong.
6.1.8 Kelonggaran pembungkusan mungkin disebabkan oleh perubahan getaran dan suhu dalam pengangkutan, dan mengetatkan kacang kelenjar pembungkusan jika terdapat kebocoran pada pengedap batang selepas pemasangan.
6.1.9 Sebelum memasang injap, lokasi penggerak pneumatik mesti disediakan, untuk operasi dan penyelenggaraan buatan di bawah yang tidak dijangka.Dan penggerak mesti diperiksa dan diuji sebelum dimasukkan ke dalam pengeluaran.
6.1.10 Pemeriksaan masuk hendaklah mengikut piawaian yang berkaitan.Jika kaedah itu tidak betul atau disebabkan oleh manusia, Syarikat BVMC tidak akan bertanggungjawab.
6.2 Penyimpanan dan Penyelenggaraan
6.2.1 Hujungnya hendaklah ditutup dengan penutup habuk di dalam bilik kering dan berventilasi, untuk memastikan ketulenan rongga injap.
6.2.2 Apabila injap untuk storan jangka panjang digunakan semula, pembungkusan hendaklah diperiksa sama ada ia tidak sah dan isi minyak pelincir ke dalam bahagian berputar.
6.2.3 Injap mesti digunakan dan diselenggara dalam tempoh jaminan (mengikut kontrak), termasuk penggantian gasket, pembungkusan dsb.
6.2.4 Keadaan kerja injap mesti sentiasa bersih, kerana ia boleh memanjangkan hayat perkhidmatannya.
6.2.5 Injap perlu memeriksa dan menyelenggara secara berkala dalam operasi untuk melindungi daripada rintangan kakisan dan memastikan peralatan berada dalam keadaan ok.
Jika mediumnya adalah air atau minyak, injap dicadangkan diperiksa dan diselenggara setiap tiga bulan.Dan jika medium itu menghakis, dicadangkan semua injap atau bahagian injap perlu diperiksa dan diselenggara setiap bulan.
6.2.6 Injap pelega-tekanan penapis udara hendaklah mengalir dengan kerap, pelepasan pencemaran, menggantikan elemen penapis.Menjaga udara bersih dan kering untuk mengelakkan pencemaran komponen pneumatik, punca kegagalan.(Melihat "arahan operasi penggerak pneumatik")
6.2.7 Silinder, komponen pneumatik dan paip hendaklah diperiksa dengan teliti dan kerap untuk melarang kebocoran gas (Melihat "arahan operasi penggerak pneumatik")
6.2.8 Semasa membaiki injap hendaklah menyiram bahagiannya semula, mengeluarkan bendasing, kotoran dan tempat berkarat.Untuk menggantikan gasket dan pembungkusan yang rosak, permukaan pengedap hendaklah diperbaiki.Ujian hidraulik perlu dijalankan semula selepas pembaikan, layak boleh digunakan.
6.2.9 Bahagian aktiviti injap (seperti batang dan pengedap pembungkusan) mesti sentiasa bersih dan mengelap habuk untuk melindungi daripada keributan dan kakisan.
6.2.10 Jika terdapat kebocoran dalam pembungkusan dan kacang kelenjar pembungkusan hendaklah diketatkan terus atau tukar pembungkusan mengikut situasi.Tetapi Ia tidak dibenarkan menukar pembungkusan dengan tekanan.
6.2.11 Jika kebocoran injap tidak diselesaikan secara dalam talian atau untuk masalah pengendalian lain, apabila mengeluarkan injap hendaklah mengikut langkah berikut:
a.Beri perhatian kepada keselamatan: untuk keselamatan anda, tanggalkan injap daripada paip terlebih dahulu harus memahami apakah medium dalam saluran paip itu.Anda harus memakai peralatan perlindungan buruh untuk mengelakkan medium di dalam kerosakan saluran paip.Pada masa yang sama untuk memastikan bahawa saluran paip tekanan sederhana sudah.Injap hendaklah ditutup sepenuhnya sebelum mengeluarkan injap.
b. Menanggalkan peranti pneumatik (termasuk lengan penyambung, Melihat "arahan operasi penggerak pneumatik") hendaklah berhati-hati untuk beroperasi bagi mengelakkan kerosakan daripada batang dan peranti pneumatik;
c.Gelang pengedap cakera dan tempat duduk hendaklah diperiksa jika ia mempunyai sebarang calar apabila injap rama-rama terbuka.Jika terdapat sedikit calar pada tempat duduk, ia boleh menggunakan kain ampelas atau minyak pada permukaan pengedap untuk pengubahsuaian.Jika beberapa calar dalam muncul, langkah-langkah yang sesuai perlu diambil untuk membaiki, injap rama-rama boleh digunakan selepas ujian layak.
d.Jika pembungkusan batang kebocoran, kelenjar pembungkusan hendaklah mengeluarkan, dan memeriksa batang dan pembungkusan dengan permukaan, jika batang mempunyai sebarang calar, injap hendaklah dipasang selepas dibaiki.jika pembungkusan rosak, pembungkusan mesti diganti.
e.Jika silinder mempunyai masalah, hendaklah memeriksa komponen pneumatik, memastikan aliran laluan gas dan tekanan udara, injap undur elektromagnet adalah normal.Melihat "arahan operasi penggerak pneumatik")
f.Apabila gas dimasukkan ke dalam peranti pneumatik, ia memastikan bahawa silinder tiada di dalam dan di luar tiada kebocoran.Jika meterai peranti pneumatik rosak boleh menyebabkan tork tekanan operasi menurun, supaya tidak memenuhi operasi bukaan dan penutupan injap rama-rama, hendaklah memberi perhatian kepada pemeriksaan biasa dan alat ganti.
Injap rama-rama pneumatik bahagian lain secara amnya tidak membaiki.Jika kerosakan serius, perlu menghubungi kilang atau hantar ke penyelenggaraan kilang.
6.2.12 Ujian
Injap hendaklah ujian tekanan selepas injap membaiki ujian mengikut piawaian yang berkaitan.
6.3 Arahan pengendalian
6.3.1 Injap kendalian pneumatik dengan pemacu peranti silinder akan dijadikan cakera diputar 90° untuk membuka atau menutup injap.
6.3.2 Arah buka-tutup injap rama-rama tergerak pneumatik hendaklah ditandakan dengan penunjuk kedudukan pada peranti pneumatik.
6.3.3 Injap rama-rama dengan tindakan pemotongan dan pelarasan boleh digunakan sebagai suis bendalir dan kawalan aliran.Ia biasanya tidak dibenarkan melebihi tekanan - keadaan sempadan suhu atau keadaan tekanan dan suhu yang kerap berselang-seli
6.3.4 Injap rama-rama mempunyai keupayaan rintangan kepada perbezaan tekanan tinggi, jangan biarkan injap rama-rama dibuka di bawah perbezaan tekanan tinggi walaupun pada perbezaan tekanan tinggi terus beredar.Jika tidak boleh menyebabkan kerosakan, atau kemalangan keselamatan yang serius dan kehilangan harta benda.
6.3.5 Injap pneumatik kerap digunakan, dan prestasi pergerakan dan keadaan pelinciran perlu diperiksa dengan kerap.
6.3.6 Peranti pneumatik mengikut arah jam untuk injap rama-rama ditutup, lawan jam untuk injap rama-rama terbuka.
6.3.7 Menggunakan injap rama-rama pneumatik mesti memberi perhatian kepada udara bersih, tekanan bekalan udara ialah 0.4 ~ 0.7 Mpa.Untuk mengekalkan laluan udara terbuka, tidak dibenarkan menghalang saluran masuk udara dan aliran udara.Sebelum bekerja, ia perlu masuk ke dalam udara termampat untuk memerhati jika pergerakan injap rama-rama pneumatik adalah normal.perhatikan injap rama-rama pneumatik terbuka atau tertutup, sama ada cakera dalam kedudukan terbuka atau tertutup sepenuhnya.Untuk memberi perhatian kepada kedudukan injap dan kedudukan silinder adalah konsisten.
6.3.8 Struktur lengan engkol penggerak pneumatik ialah kepala segi empat tepat, digunakan untuk peranti manual.Apabila kemalangan berlaku, ia boleh mengeluarkan paip bekalan udara secara terus dengan sepana yang operasi manual boleh direalisasikan.
7. Kesilapan, sebab dan penyelesaian (Lihat Tab 1)
Tab 1 Kemungkinan masalah, punca dan penyelesaian
| Kesilapan | Punca kegagalan | Penyelesaian |
| Injap bergerak untuk injap adalah sukar, tidak fleksibel | 1. Kegagalan penggerak2.Buka tork terlalu besar3.Tekanan udara terlalu rendah 4.Kebocoran silinder | 1. Membaiki dan memeriksa litar elektrik dan litar gas untuk peranti pneumatik2.Mengurangkan beban kerja dan memilih peranti pneumatik dengan betul3.Meningkatkan tekanan udara 4. Periksa keadaan pengedap untuk silinder atau punca sambungan |
| Kebocoran Pembungkusan Batang | 1. Baut kelenjar pembungkusan longgar2.Pembungkusan atau batang kerosakan | 1. Ketatkan bolt kelenjar2.Gantikan pembungkusan atau batang |
| Kebocoran | 1.Kedudukan penutupan untuk timbalan pengedap adalah tidak betul | 1. Melaraskan penggerak untuk membuat kedudukan penutupan bagi timbalan pengedap adalah betul |
| 2. Penutupan tidak mencapai kedudukan yang ditetapkan | 1.Menyemak arah buka-tutup berada di tempat2.Melaraskan mengikut spesifikasi penggerak, supaya arah itu disegerakkan dengan keadaan buka sebenar3.Memeriksa objek penangkapan sedang dalam perancangan | |
| 3. Bahagian kerosakan injap①Kerosakan tempat duduk②Kerosakan cakera | 1. Ganti tempat duduk2.Gantikan cakera | |
| Penggerak luput | 1. Kerosakan dan kejatuhan kunci2. Pin henti terputus | 1. Gantikan kunci antara batang dan penggerak2.Gantikan pin henti |
| Kegagalan peranti pneumatik | Melihat "spesifikasi peranti pneumatik injap" | |
Nota: Kakitangan penyelenggaraan hendaklah mempunyai pengetahuan dan pengalaman yang berkaitan.
Masa siaran: 19-Mei-2022