

1. Umum
Injap siri ini digunakan untuk menutup atau membuka saluran paip dalam sistem saluran paip untuk mengekalkan operasi normal sistem.
2. Penerangan Produk
2.1 Keperluan teknik
2.1.1 Reka bentuk dan pembuatan: API600、API603、ASME B16.34、BS1414
2.1.2 Dimensi hujung sambungan:ASME B16.5, ASME B16.47, ASME B16.25
2.1.3 Bersemuka atau hujung ke hujung:ASME B16.10
2.1.4 Pemeriksaan dan ujian:API 598、API600
2.1.5 Saiz nominal:MPS2″~48″,Penilaian kelas nominal:Kelas150~2500
2.2 Injap siri ini adalah manual (digerakkan melalui roda tangan atau kotak gear) injap pintu dengan hujung bebibir dan hujung kimpalan punggung . Batang injap bergerak secara menegak.Apabila pusingan roda tangan mengikut arah jam, pintu pagar jatuh ke bawah untuk menutup saluran paip;apabila pusingan roda tangan lawan jam, pintu pagar naik untuk membuka saluran paip.
2.3 Struktur lihat Rajah.1, 2dan3.
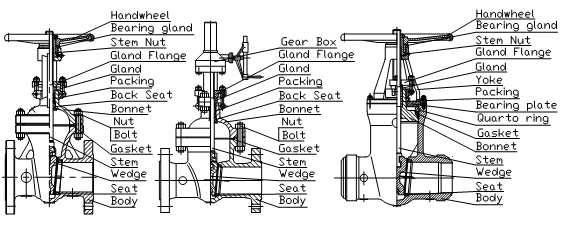
2.4 Nama dan bahan bahagian utama disenaraikan dalam Jadual 1.
| Nama Bahagian | bahan |
| Badan dan bonet | ASTM A216 WCB、ASTM A352 LCB、ASTM A217 WC6、 ASTM A217 WC9、ASTM A351 CF3、ASTM A351 CF3M ASTM A351 CF8、ASTM A351 CF8M、ASTM A351 CN7M ASTM A494 CW-2M、Monel |
| pintu gerbang | ASTM A216 WCB、ASTM A352 LCB、ASTM A217 WC6、 ASTM A217 WC9、ASTM A351 CF3、ASTM A351 CF3M ASTM A351 CF8、ASTM A351 CF8M、ASTM A351 CN7M ASTM A494 CW-2M、Monel |
| tempat duduk | ASTM A105、ASTM A350 LF2、F11、F22、 ASTM A182 F304(304L)、ASTM A182 F316(316L) ASTM B462、Mempunyai.C-4、Monel |
| batang | ASTM A182 F6a、ASTM A182 F304(304L) 、ASTM A182 F316(316L)、ASTM B462、Mempunyai.C-4、Monel |
| Pembungkusan | Grafit jalinan dan grafit fleksibel、PTFE |
| Stud/kacang | ASTM A193 B7/A194 2H、ASTM L320 L7/A194 4、 ASTM A193 B16/A194 4、ASTM A193 B8/A194 8、 ASTM A193 B8M/A194 8M |
| Gasket | 304(316)+Graf、304(316)、Mempunyai.C-4、 Monel、B462 |
| Cincin tempat duduk/Cakera/permukaan | 13Cr、18Cr-8Ni、18Cr-8Ni-Mo、aloi NiCu、25Cr-20Ni、STL |
3. Penyimpanan, penyelenggaraan, Pemasangan dan pengendalian
3.1 Penyimpanan dan penyelenggaraan
3.1.1 Injap hendaklah disimpan di dalam bilik yang kering dan mempunyai pengudaraan yang baik.Hujung laluan hendaklah dipalamkan dengan penutup.
3.1.2 Injap di bawah penyimpanan lama hendaklah diperiksa dan dibersihkan dengan kerap, terutamanya pembersihan muka tempat duduk untuk mengelakkan kerosakan, dan permukaan siap hendaklah disalut dengan minyak perencatan karat.
3.1.3 Jika tempoh penyimpanan melebihi 18 bulan, injap hendaklah diuji dan rekod hendaklah dibuat.
3.1.4 Injap yang dipasang hendaklah diperiksa dan dibaiki dengan kerap.Titik penyelenggaraan utama termasuk yang berikut:
1) Mengedap muka
2) Batang injap dan nat batang injap.
3) Pembungkusan.
4) Kekotoran pada permukaan dalaman badan injap dan bonet injap
3.2 Pemasangan
Sebelum pemasangan, pastikan pengenalan injap (seperti model, DN, 3.2.1PN dan bahan) ditanda mengikut keperluan sistem saluran paip.
3.2.2 Sebelum pemasangan, berhati-hati memeriksa laluan injap dan muka pengedap.Jika ada kotoran, bersihkan dengan bersih.
3.2.3 Sebelum pemasangan, pastikan semua bolt diikat dengan kuat.
3.2.4 Sebelum pemasangan, pastikan pembungkusan dimampatkan dengan ketat.Walau bagaimanapun, pergerakan batang injap tidak boleh diganggu.
3.2.5 Tempat pemasangan injap hendaklah memudahkan pemeriksaan dan operasi.Kedudukan yang lebih baik ialah saluran paip adalah mendatar, roda tangan di atas, dan batang injap menegak.
3.2.6 Untuk injap yang biasanya tertutup, adalah tidak sesuai untuk memasangnya di tempat di mana tekanan kerja adalah sangat besar untuk mengelakkan kerosakan batang injap.
3.2.7 Injap dikimpal soket hendaklah sekurang-kurangnya memenuhi keperluan berikut apabila ia dikimpal untuk pemasangan dalam sistem saluran paip di tapak:
1) Kimpalan hendaklah dijalankan oleh pengimpal yang memiliki sijil kelayakan pengimpal yang diluluskan oleh Pihak Berkuasa Dandang dan Kapal Tekanan Negeri;atau pengimpal yang telah mendapat sijil kelayakan pengimpal yang dinyatakan dalam ASME Vol.Ⅸ.
2) Parameter proses kimpalan mesti dipilih seperti yang dinyatakan dalam manual jaminan kualiti bahan kimpalan.
3) Komposisi kimia, prestasi mekanikal dan rintangan kakisan logam pengisi jahitan kimpalan hendaklah serasi dengan logam asas.
3.2.8 Injap biasanya dipasang, tekanan besar akibat sokongan, aksesori dan paip harus dielakkan.
3.2.9 Selepas pemasangan, semasa ujian tekanan sistem saluran paip, injap mesti dibuka sepenuhnya.
3.2.10 Takat galas: jika saluran paip mempunyai kekuatan yang mencukupi untuk menanggung berat injap dan tork operasi, maka tiada titik galas diperlukan, jika tidak injap harus mempunyai titik galas.
3.2.11 Mengangkat: jangan gunakan roda tangan untuk mengangkat dan mengangkat injap.
3.3 Operasi dan penggunaan
3.3.1 Semasa tempoh perkhidmatan, pintu injap mesti dibuka sepenuhnya atau ditutup sepenuhnya untuk mengelakkan kerosakan permukaan gelang tempat duduk dan pintu injap akibat sederhana berkelajuan tinggi.Ia tidak boleh digunakan untuk melaraskan kapasiti aliran.
3.3.2 Apabila membuka atau menutup injap, gunakan roda tangan dan bukannya tuas tambahan atau gunakan alat lain.
3.3.3 Pada suhu kerja, pastikan tekanan serta-merta lebih rendah daripada 1.1 kali ganda tekanan kerja penarafan suhu tekanan dalam ASME B16.34.
3.3.4 Peralatan pelepasan keselamatan hendaklah dipasang pada saluran paip untuk mengelakkan tekanan kerja injap pada suhu kerja daripada melebihi tekanan maksimum yang dibenarkan.
3.3.5 Mengusap dan mengejut injap adalah dilarang semasa pengangkutan, pemasangan dan tempoh operasi.
3.3.6 Penguraian bendalir tidak mantap, sebagai contoh, penguraian sesetengah cecair boleh menyebabkan pengembangan isipadu dan menyebabkan peningkatan tekanan kerja, dengan itu merosakkan injap dan menyebabkan resapan, oleh itu, gunakan alat pengukur yang sesuai untuk menghapuskan atau mengehadkan faktor yang boleh menyebabkan penguraian daripada cecair.
3.3.7 Jika bendalir adalah kondensat, ini akan menjejaskan prestasi injap, gunakan alat pengukur yang sesuai untuk mengurangkan suhu bendalir (contohnya, untuk menjamin suhu bendalir yang sesuai) atau menggantikannya dengan jenis injap lain.
3.3.8 Untuk cecair mudah terbakar sendiri, gunakan alat pengukur yang sesuai untuk menjamin tekanan ambien dan tekanan kerja tidak melebihi titik penyalaan automatiknya (terutamanya perasan cahaya matahari atau kebakaran luaran).
3.3.9 Dalam kes cecair berbahaya, seperti bahan letupan, mudah terbakar.Toksik, produk pengoksidaan, adalah dilarang untuk menggantikan pembungkusan di bawah tekanan (walaupun injap mempunyai fungsi sedemikian).
3.3.10 Pastikan bendalir tidak kotor, yang menjejaskan prestasi injap, tidak mengandungi pepejal keras, jika tidak, alat pengukur yang sesuai hendaklah digunakan untuk mengeluarkan kotoran dan pepejal keras, atau menggantikannya dengan jenis injap lain.
3.3.11 Suhu kerja yang dibenarkan:
| bahan | suhu | bahan | suhu |
| ASTM A216 WCB | -29~425 ℃ | ASTM A217 WC6 | -29~538 ℃ |
| ASTM A352 LCB | -46~343 ℃ | ASTM A217 WC9 | --29~570 ℃ |
| ASTM A351 CF3(CF3M) | -196~454 ℃ | ASTM A494 CW-2M | -29~450 ℃ |
| ASTM A351 CF8(CF8M) | -196~454 ℃ | Monel | -29~425 ℃ |
| ASTM A351 CN7M | -29~450 ℃ |
| - |
3.3.12 Pastikan bahan badan injap sesuai untuk digunakan dalam persekitaran bendalir tahan kakisan dan pencegahan karat.
3.3.13 Semasa tempoh perkhidmatan, periksa prestasi pengedap seperti jadual di bawah:
| Titik pemeriksaan | bocor |
| Sambungan antara badan injap dan bonet | Sifar |
| Meterai pembungkusan | Sifar |
| Tempat duduk injap | Mengikut spesifikasi teknikal |
3.3.14 Periksa dengan kerap kehausan muka pengedap.Pembungkusan penuaan dan kerosakan.Buat pembaikan atau penggantian tepat pada masanya jika bukti ditemui.
3.3.15 Selepas pembaikan, pasang semula dan laraskan injap, prestasi ketat ujian dan buat rekod.
3.3.16 Pemeriksaan dan pembaikan dalaman adalah dua tahun.
4. Kemungkinan masalah, punca dan langkah-langkah pemulihan
| Masalah Penerangan | Kemungkinan punca | Langkah-langkah pemulihan |
| Kebocoran pada pembungkusan | Pembungkusan yang tidak cukup mampat | Ketatkan semula nat pembungkus |
| Kuantiti pembungkusan yang tidak mencukupi | Tambah lagi pembungkusan | |
| Pembungkusan yang rosak kerana perkhidmatan lama atau perlindungan yang tidak betul | Gantikan pembungkusan | |
| Kebocoran pada muka tempat duduk injap | Muka tempat duduk yang kotor | Keluarkan kotoran |
| Muka tempat duduk usang | Membaikinya atau menggantikan cincin tempat duduk atau pintu injap | |
| Muka tempat duduk rosak akibat pepejal keras | Keluarkan pepejal keras dalam bendalir, baiki atau gantikan gelang tempat duduk atau pintu injap, atau gantikan dengan jenis injap lain | |
| Kebocoran pada sambungan antara badan injap dan bonet injap | Bolt tidak diikat dengan betul | Kencangkan bolt secara seragam |
| Permukaan tempat duduk badan injap dan bebibir bonet injap rosak | membaikinya | |
| Gasket rosak atau pecah | Gantikan gasket | |
| Putaran sukar roda tangan atau pintu injap tidak boleh dibuka atau ditutup | Pembungkusan yang diikat terlalu ketat | Longgarkan kacang pembungkus dengan sewajarnya |
| Ubah bentuk atau lenturan kelenjar pengedap | Laraskan kelenjar pengedap | |
| Nat batang injap rosak | Betulkan benang dan keluarkan kotoran | |
| Benang kacang batang injap haus atau patah | Gantikan nat batang injap | |
| Batang injap bengkok | Gantikan batang injap | |
| Permukaan panduan kotor pintu injap atau badan injap | Keluarkan kotoran pada permukaan panduan |
Nota: Orang perkhidmatan harus mempunyai pengetahuan dan pengalaman yang berkaitan dengan injap.
5. Waranti
Selepas injap digunakan, tempoh jaminan injap adalah 12 bulan, tetapi tidak melebihi 24 bulan selepas tarikh penghantaran.Semasa tempoh jaminan, pengilang akan menyediakan perkhidmatan pembaikan atau alat ganti secara percuma untuk kerosakan yang disebabkan oleh bahan, mutu kerja atau kerosakan dengan syarat operasi itu betul.
Masa siaran: 19-Mei-2022